
铝合金覆盖件损伤修复实例
——作者:珠海市龙神有限公司
摘抄自《车身修补涂装工艺实训与技能考核》
近年来,汽车制造企业在汽车的结构设计、材料选择、制造技术等方面进行大量的研究,研发出安全可靠、节能环保、品种齐全的新型汽车。通常情况下,消耗在车身的自重部分的燃油大约占汽车总油耗的70%,所以,降低汽车油耗的首要问题便是如何减轻汽车的自重。使汽车轻量化应首先从材料轻量化着手,材料轻量化不但可以减轻车身自重、增加装载质量、降低发动机负载,同时还可以大幅度减小底盘部件所承受的压力,使整车的操控性、经济性表现更加出色。而有“轻金属”之称的铝材,由于其质轻、耐磨、耐腐蚀、弹性好、抗冲击性能优、加工成型性好和再生性高等特点,成为汽车轻量化的首选材料。以铝合金作为汽车材料,因为具有节能低耗、安全舒适、载重能力强等优点,备受业界关注。目前,用作汽车车身板材的铝合金主要有Al-Cu-Mg(2000系),Al-Mg(5000系)和Al-Mg-Si(6000系)三种。6000系铝合金由于其可塑性好、强度高,是大多数汽车生产商首选的新型车身材料。
铝可用来制造汽车的各种板件,如车门板、翼子板、发动机罩等。汽车上使用的铝合金,大多添加了硅、镁等材料。经过热处理,具有更高的强度。铝的抗腐蚀能力强,这是铝材料的突出优点。铝初次暴露在空气中时,其表面会形成一层薄而致密的氧化膜,这层保护膜可以起到自我保护的作用,避免铝材的继续氧化。与钢板相比,铝板的修理需要更小心。铝比钢的硬度小很多,当铝板受到损伤后,由于加工会使其硬化的原因,修复难度较大;铝的熔点也较低,加热时容易变形;铝制的车身及车架构件的厚度通常是钢件的1~2倍。在修理损坏的铝板时,应该考虑到铝的以上这些特性。
一、铝合金覆盖件的修复方法
1. 用橡胶锤或木锤配合使用木顶铁进行修复
用橡胶锤或木锤配合使用木顶铁进行校正时应注意以下几点:
(1)为了降低拱起部位的高度,如果采用正托敲击法,操作时应多次轻敲,不能重敲,否则锤击太重或次数过多会使铝板延展拉伸,如图1-89所示是正托敲击法示意图。
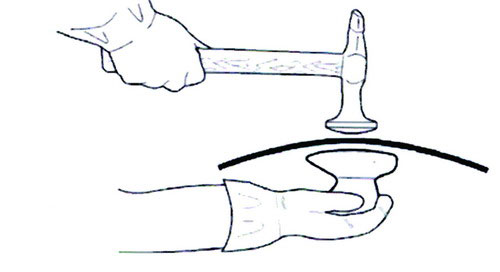
图 1-89
(2)在板件受到损伤变形后,由于铝板的可延展性不及钢板,更不容易恢复原来尺寸。因此,对铝板的变形修复大多采用较缓和的偏托敲击法,如图1-90所示
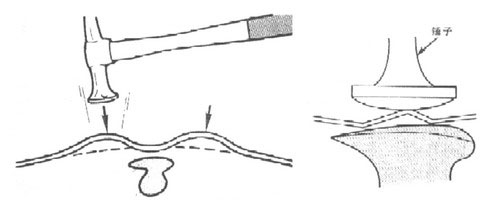
图 1-90
(3)用于钢板维修的收缩锤不能在铝板上使用,否则容易造成铝板开裂。
2. 撬棒修复
对于铝板上的小凹陷,可以使用日照灯寻找凹陷点,再用撬棒顶压法,从板件内侧慢慢往外顶,但要注意不能过度顶压,如图1-91所示为撬棒顶压法实例图。

图 1-91
3. 使用铝外形修复机修复
一些不便于用敲击法或撬棒法进行修复的部位,可以使用铝外形修复机进行修复。铝外形修复机和钢板外形修复机的工作原理相同,也是在板件上焊接介子,操作时要注意铝板焊接的介子是铝焊钉,在焊接介子后要使用拉伸工具对铝板进行拉伸,以达到预定修复效果。有关铝外形修复机的使用及其修复流程会在下面修复实例中详细介绍。
4. 铝质板件修复注意事项
(1)铝质板件的厚度通常是钢质板件厚度的1.5~2倍,铝熔点较低,在加热时极易发生变形。碰撞变形后,受加工硬化的影响很难二次成形,如强行修复则会使损伤部位出现裂纹甚至发生断裂。所以,当铝材受到一定程度的损伤后,应对受损部件进行分体或总成更换(生产厂家不建议修复)。在进行铝质结构件更换时,连接处一般很少采用钢板修复所采用的焊接方法,而是采用粘接或粘接和铆接一起使用的方法。更换铝质板材的费用比较高,维修人员对一些轻微损伤的面板会采取变通的方法进行修复。修复工作应在充分了解铝材特性的基础上,小心谨慎地进行。
(2)铝材的可延展性较差,在受到碰撞后,很难恢复到原来的形状和尺寸。维修人员修复时可使用木槌或橡胶锤进行错位敲击,以减少铝材的延伸。如必须采取正位敲击,应多次轻敲,否则将会加重铝材的损伤程度。铝板修复前,应先区分其变形的类型,再对隆起部位使用木槌或橡胶锤进行弹性敲击,以释放撞击产生的应力,减少坚硬折损处弯曲的可能性。凹陷部位修复时,不要使其每次升起太多。
在铝质面板修复时,也可使用铝整形机对损伤部位进行拉伸修复,在经整形机修复到位后,使用专用工具将螺纹介子齐根剪下,再打磨平整即可。对于钢板车身来说,当面板和内层结构同时发生变形时,可以采取内外层分离、分别修整,然后折边咬合的修复方法。对于铝质面板,不能使用这种方法,否则由于铝的韧度较差,折边部位会出现裂纹或断裂。
(3)在进行铝板修复前,应对铝板进行适度的加热,这与传统的钢板修复有明显的区别。校正钢板时一般应尽量避免加热,以免降低钢板的强度。而在修复铝板时,必须利用加热的方法增加铝板的可塑性。如果不加热,施加拉伸力会引起铝板开裂。铝熔点较低(660℃),加热过度会造成铝材变形或融化,在对铝板进行加热前,应使用120℃的热敏涂料或热敏“笔”,在损伤部位周围画一个半径20~30mm的环状标志,以便在加热过程中通过标志的颜色变化对温度进行实时监控。
(4)当铝质板件发生延伸时,可采取热收缩法进行处理。操作时应缓慢冷却收缩部位,不可使其急速降温,避免过度的收缩造成板材变形。另外,铝材修复时禁止使用钢板修理时所使用的收缩锤或收缩垫铁,以免造成损伤部位开裂。
(5)在通常情况下,铝质板材的焊接可以使用活性气体保护焊。但是,由于焊接过程中受自然冷却影响,焊接处的强度会有一定程度的损失,可能会导致由于车辆自身的振动和行驶时的颠簸使焊接处产生裂纹。所以,铝质车身修复中一般很少采用焊接的方法(少数生产厂家也允许采用),通常采用的方法是粘接或粘接和铆接一起使用。尽管焊接在铝质车身修复中较少使用,但在某些修复操作中,却是必不可少的一种有效工艺。如在进行结构件更换时,通常需要在结构件之间进行焊接,以增强车辆的整体性能和导电性能。在焊接时要注意以下几点,以确保最佳维修质量。
①在进行焊接时,除按操作规范做好车身的防护工作外,要注意金属镁和铝镁合金不能采用焊接工艺。该类金属容易燃烧,一旦被点燃无法用普通的灭火器将其扑灭,需要使用特制的化学制剂进行灭火。所以在进行铝车身修复前,应查看相关资料以确认板材的成分,并严格按照厂家的要求进行修复,不该焊接的部位绝不要进行焊接。
②焊接前应使用石蜡或油脂清除剂对焊接部位进行清洁。对表面有涂层的部位,应使用装有80号砂轮的砂轮机磨去周围的涂层,使金属表面裸露出来,从而保证焊接质量。
③按照焊机的使用说明调整电压和送丝速度,说明书上给出的数值一般只是大概的数值,维修人员应该根据实际情况和自己的经验作出适当的调整。进行钢板焊接,电压和送丝速度调整到正常值时,焊接部位会发出平稳清脆的“吱吱”声,而进行铝材焊接时则会发出平稳沉闷的“嗡嗡”声。
④进行铝质板材焊接,应使用铝焊丝和100%氩气,相对于钢板焊接,气体流量应增加50%。采用正向焊接法(左焊法)进行焊接时焊枪与焊接部位应接近垂直,不能在铝板上进行逆向焊接,以免熔池过热造成塌陷或击穿。进行立焊时,应从下面开始逐渐向上进行焊接。
(6)铝质车身板件受到撞击无法恢复时,应采取局部或整体更换的方法进行修复。特别是在铝质板材损伤部位出现裂纹或断裂现象时必须使用此方法。铝质板件的更换是铝质车身修复较为常用的一种方法。
分离铝质板件时,可使用切割锯、切割砂轮等工具,这与钢质板件分离没有太大的区别,但禁止使用氧—乙炔焰切割铝质板件。由于铝质车身的铆钉通常是用高强度特殊合金材料(如硼钢)制成,不能采用传统钻除方法去除,要去除这种铆钉的正确的方法是,在铆钉顶部使用焊机焊接介子销钉(不可重复使用),然后用专门的拉拔工具将铆钉拔出。焊接介子销钉前,应对铆钉顶部的漆面进行打磨。在拉拔时,专用工具与铆钉应保持垂直状态。
(7)传统的车身部件连接通常使用机械紧固和焊接两种方法,而铝质车身的构件大部分是通过粘接或粘接和铆接同时使用的方式连接在一起的。所以,更换铝质板件应严格按照厂家的技术要求,选用原厂提供的零部件或总成,正确选择切割位置和连接方式。在进行钢板修复时,常用的连接方式可分为平接、插入件平接和搭接等三种方式。在更换铝质板件时,这三种方式同样适用。
目前只是少数的厂家采用平接(焊接)方式,多数厂家采用插入件平接和搭接的方法连接铝质板件。进行插入件平接时(如纵梁的梁头、下边梁、门立柱),一般采用下面两种方法;
①分离板件后,将插入件(厂家提供或自制)轻轻敲入,再对更换部件精确定位,在切割线的两侧钻出与铆钉相匹配的孔,然后将插入件取出,在去除毛刺、清洁、除湿等操作后,使用特制胶枪在外侧均匀涂抹专用粘接剂,再次将插入件放入,测量无误后把专用铆钉装进已经打好的孔中进行拉铆即可。
②在准备切割的直线上等距钻出铆钉的备用孔,沿此直线进行切割分离板件。将插入件放入并与所要更换的板件进行定位,在已经钻好的位置进行重新钻孔,将插入件取出,做好以上准备工作后打胶,再次将插入件放入,定位后拉铆即可。
在采用搭接方式更换板件时,有时为获得足够的强度和满意的视觉效果,尤其是对某些不适合采用插入件平接的部位,可采用厂家提供并已预先处理的零部件进行搭接。这种方式在一些比较直观的部位(如车身的后翼子板等处)使用得较多。
(8)相对于钢板修复,铝质车身板件更换的定位工作显得更为重要。铝质车身粘接部位的粘接胶需要较长的固化时间,为防止粘接胶在固化后车身尺寸产生位移或变动,测量后必须使用定位夹或通用夹具对更换部件进行定位。
在铝质车身修复过程中,还有很多注意事项应该引起我们足够的重视,如铝质车身上的一些特殊颜色的螺栓,拆装后应按照厂家的要求进行更换,绝不可重复使用。在进行板件更换时,还应对粘接胶及各种专用工具的性能、注意事项和使用方法做全面的了解。总之,从事铝质车身修复操作必须按照有关操作规范进行,只有这样才能保证铝质车身的最终修复质量。
二、铝合金覆盖件损伤修复实例
以下为铝合金覆盖件损伤修复的操作步骤(以前翼子板为例):
步骤1:作业人员做好安全防护工作,穿戴劳保用品,一步到位准备好设备和工具,然后进行定损(目测法、手摸法、直尺法)。
步骤2:打磨漆层,直至金属表层完全裸露,注意须把铝合金上致密的氧化膜打磨掉,否则因为该氧化膜耐高温,很难用铝钣金修复机把焊钉焊上去。打磨好后须马上进行焊接作业以防二次氧化,如图1-92所示。

图 1-92
步骤3:因铝合金板件需加热到一定温度才可以进行修复,所以要先贴上温度指示贴,加热到温度指示贴变色为止,如图1-93所示。

图 1-93
步骤4:参照手册介绍的安装步骤,连接铝合金修复机,如图1-94所示。

图 1-94
步骤5:调试作业参数。先装好铝焊钉,然后再连接焊枪,如图1-95所示。

图 1-95
步骤6:把焊钉焊在凹陷位置上,如图1-96所示。

图 1-96
步骤7: 用单臂整形架慢慢拉伸凹陷,边加热边进行拉伸,如图1-97所示。

图 1-97
步骤8:修复完成后,用钳子钳掉突出板件表面的焊钉,如图1-98所示。

图 1-98
步骤9:利用铝锉刀检查修复表面,然后进行打磨,如图1-99所示。

图 1-99
步骤10:完成修复,如图1-100所示。

图 1-100
对铝板的修复,为了防止在校正中因敲击过重而导致铝板过度拉伸,一般应使用胶锤、木锤,不能使用常规的钢板整形工具。用铁锤和垫铁校正铝板时,应注意以下两点:
①由于铝板的延展性不及钢板,在受到碰撞产生变形后,铝板不容易恢复原来的尺寸。因此,对铝板的变形应采取多次轻敲法。
②修理铝板时切勿使用收缩锤,防止铝板开裂。